Yüksek Performanslı Alüminyum Ekstrüzyon Makinesinin Temel Bileşenleri
Apr 25, 2025
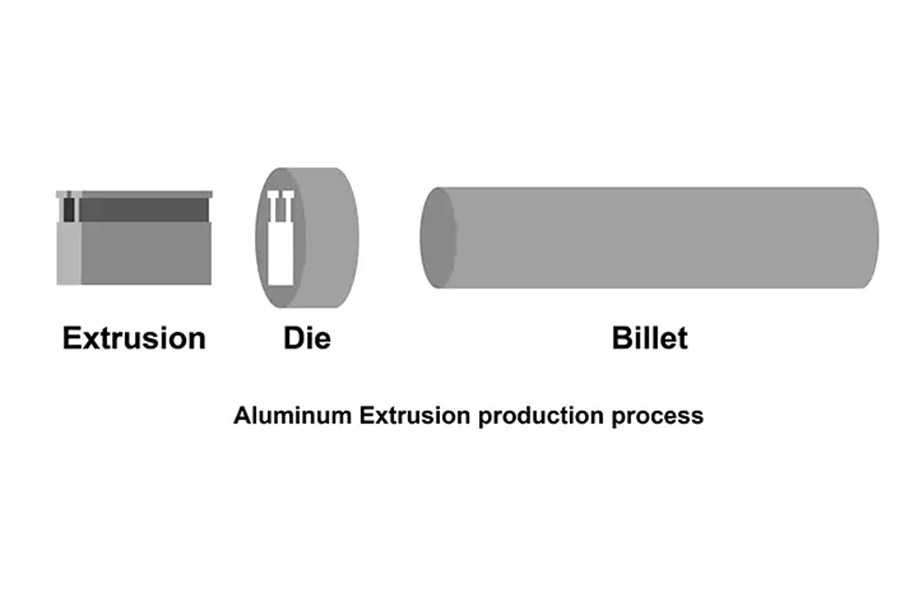
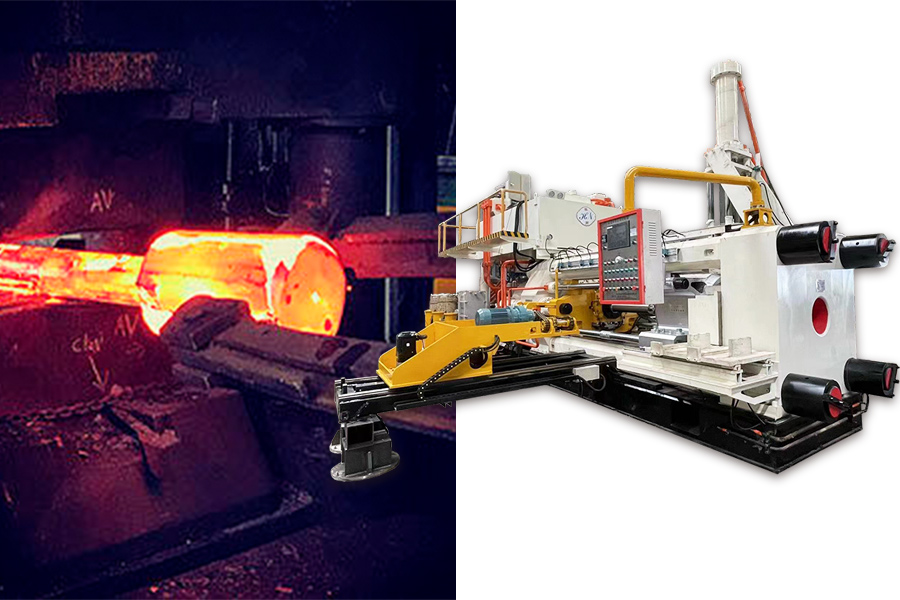
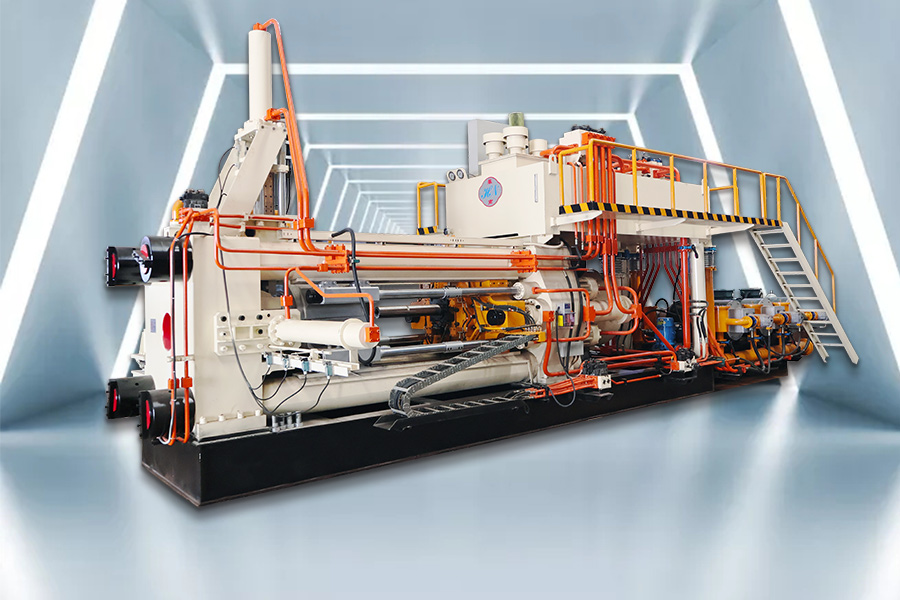
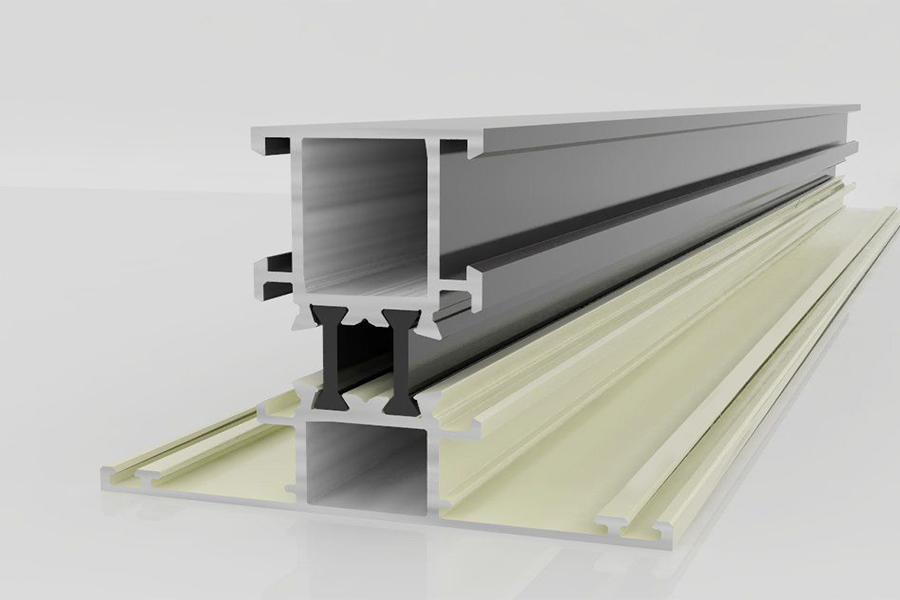
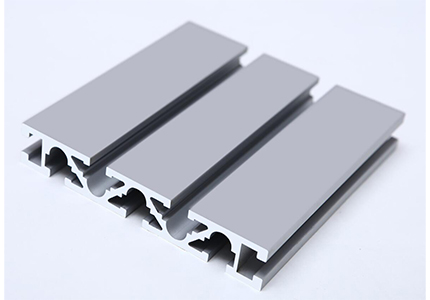
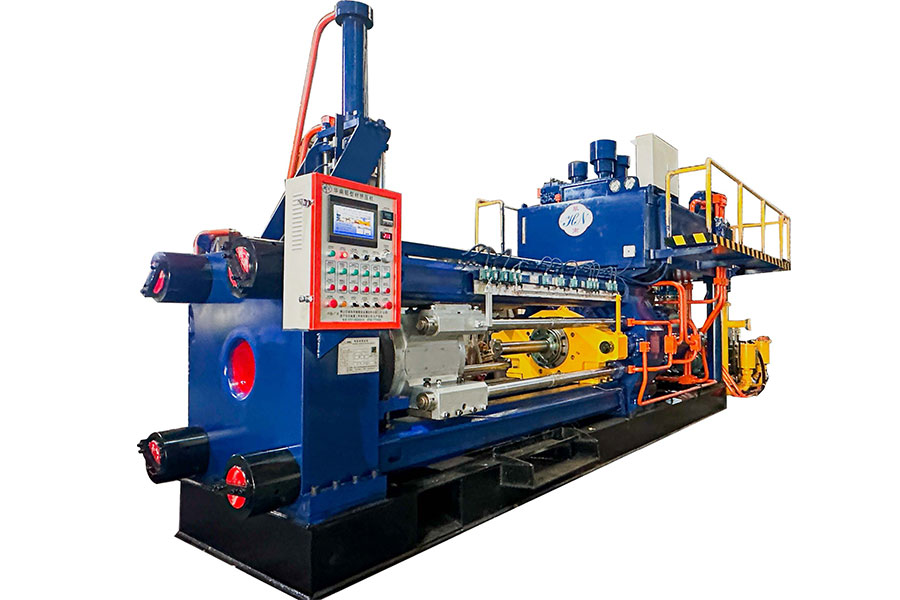
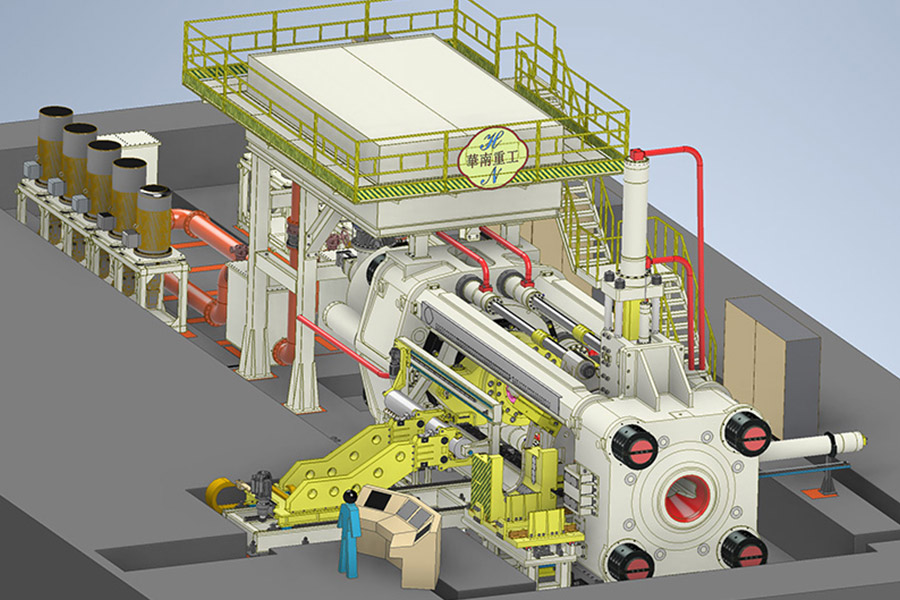
Büyük bir alüminyum ekstrüzyon makinesi, çeşitli bileşenlerle donatılmıştır ve çok sayıda işlevi vardır, bu da yapısını nispeten karmaşık hale getirir. Ekstrüzyon makinesi, çerçeve, elektrik ve hidrolik sistemler, taşıma sistemi, ısıtma sistemi, kalıp sistemi, kontrol sistemi, kesme sistemi vb.'den oluşur. Bunlar arasında çerçeve, elektrik ve hidrolik sistemler, kalıp sistemi ve kontrol sistemi en kritik olanlardır.1、ÇerçeveÇerçeve, ekstrüzyon makinesinin en önemli parçalarından biridir: tüm makinenin ağırlığını ve darbe basıncını taşır. Yüksek mukavemetli çelikten yapılması gerekir. Yapısal olarak sağlam bir çerçeve, yüksek ekstrüzyon kuvvetlerine dayanabilir ve yük taşıma kapasitesi, yüksek mukavemetli, yüksek hassasiyetli alüminyum profillerin üretimi için özellikle önemlidir. Alüminyum ekstrüzyon makinesinin alüminyum profilleri sağlam, doğru ve sürekli olarak üretebilmesini sağlar; bu da makinenin hizmet ömrünü etkileyen önemli bir faktördür.Firmamızın ürettiği alüminyum ekstrüzyon makinasının gövde yapısı, Huanan Ağır Sanayi(www.huananmachine.com), dövme ön kiriş, döküm arka kiriş, φ350 çapında bağlantı çubukları (malzeme: 42CrMo) ve kare basınç kovanlarından oluşur ve kapalı ön gerilimli kompozit çerçeve oluşturur. Bağlantı çubuklarının tüm uzunluğu boyunca süper basınçlı çekme yükleri ve basınç kovanlarına basınç gerilimi uygulamak için özel hidrolik ön yükleme aletleri kullanılır ve tüm çerçeveyi ön gerilimli bir duruma getirir. Dört yük taşıyan bağlantı çubuğunun merkez mesafeleri presin merkezine göre simetriktir ve tüm çerçeve boyunca eşit kuvvet dağılımı sağlar. Bu, ekstrüde edilen ürünlerin hassasiyetini artırır. Arka kirişin altına iki set elastik ankraj cihazı takılır ve temele sabitlenir, arka kirişin güvenilir bir şekilde sabitlenmesini sağlar. Kararlı ve sağlam çerçeve yapısı, ekstrüzyon makinelerimizin akranlarımıza kıyasla daha uzun bir hizmet ömrüne sahip olmasının nedenlerinden biridir. 2、Elektrik Motoru ve Hidrolik SistemEkstrüzyon makinesinin iki güç kaynağı vardır: elektrik ve hidrolik. Alüminyum ekstrüzyon makinesinin tahrik kaynağı olarak, elektrik motoru ve hidrolik sistem, optimum performansı garantilemek için hassas kontrol ve izleme gerektirir. Temel bileşenler şunlardır:Ana SilindirEkstrüzyon SapıEkstrüzyon KonteyneriAna Silindir: Ekstrüzyon sapını ileri doğru itmek için muazzam ekstrüzyon kuvveti (yüzlerce tondan on binlerce tona kadar) sağlar. Yüksek stabilite, sızdırmazlık performansı ve yorulma direnci gerektirir.Ekstrüzyon Sapı (Ekstrüzyon Şaftı): Basıncı ana silindirden alüminyum kütüğe aktarır ve şekillendirme için kalıbın içinden iter. Isıya ve aşınmaya dayanıklı olmalı, genellikle yüksek mukavemetli alaşımlı çelikten (örneğin, H13) yapılmalıdır.Ekstrüzyon Konteyneri (Kütük Konteyner): Isıtılmış alüminyum kütüğü tutar ve ekstrüzyon sırasında yüksek basınca ve sıcaklığa dayanır. İç astar yüksek sıcaklıklara (400–500°C) ve aşınmaya dayanıklı olmalıdır. Genellikle, ön gerilimli dış kılıf ve değiştirilebilir iç astarlı katmanlı bir tasarıma sahiptir. 3、Kalıp SistemiFarklı alüminyum profiller farklı kalıplar gerektirir. Kalıbın şekli ve boyutları, ekstrüde alüminyumun kesit şeklini ve boyut doğruluğunu doğrudan belirler. Bu nedenle, kalıp imalatı hassasiyet ve kararlılık gerektirir. Kalıplar genellikle muazzam ekstrüzyon kuvvetine dayanacak şekilde yüksek mukavemetli çelikten (örneğin H13 çeliği) yapılır. 4、Kontrol SistemiEkstrüzyon makinesinin çalışması karmaşık bir kontrol ve izleme mekanizması gerektirir. Alüminyum ekstrüzyon makinelerimizin elektrik kontrol sistemi Huanan Ağır Sanayi, endüstriyel programlanabilir mantık denetleyicilerine (PLC'ler) dayalı iki seviyeli bir kontrol sistemi benimser. Sensörler, basıncı, sıcaklığı, yer değiştirmeyi ve diğer parametreleri gerçek zamanlı olarak izlemek için ekstrüzyon makinesinin çeşitli parçalarına yerleştirilmiştir. PLC sistemi, makinenin tam proses kontrolünü sağlar.Kontrol paneli, işlem düğmeleriyle donatılmış olup, dokunmatik ekranda dokunmatik anahtarlar, ekstrüzyon hızı, strok, ekstrüzyon kuvveti, ekstrüzyon kabı sıcaklığı gibi dijital göstergeler ve makine durumu ve arıza uyarıları için göstergeler yer almaktadır.









 AĞ DESTEKLENİYOR
AĞ DESTEKLENİYOR
 Türk
Türk English
English فارسی
فارسی Español
Español عربي
عربي
