Bakır ekstrüzyon ve alüminyum ekstrüzyon arasındaki benzerlikler ve farklılıklar
Feb 27, 2025
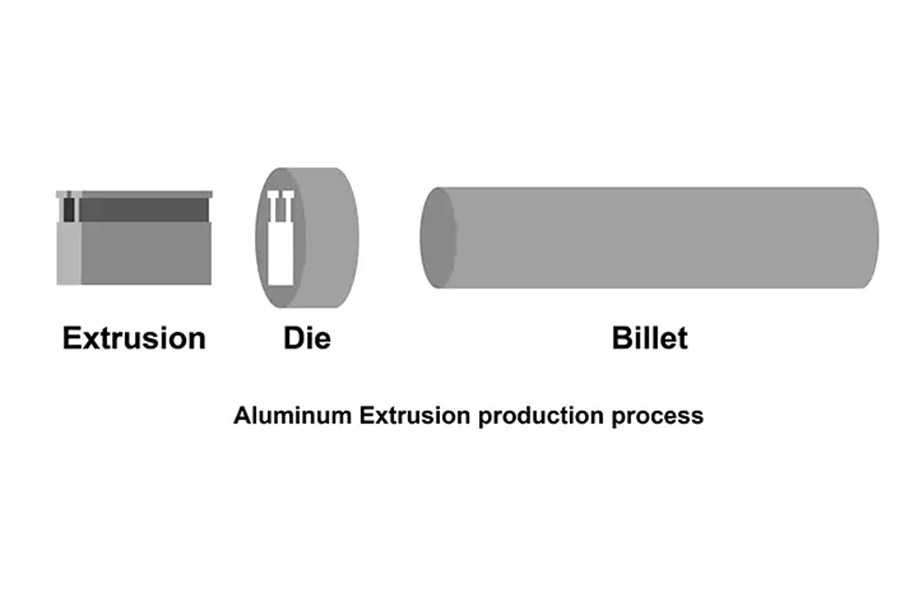
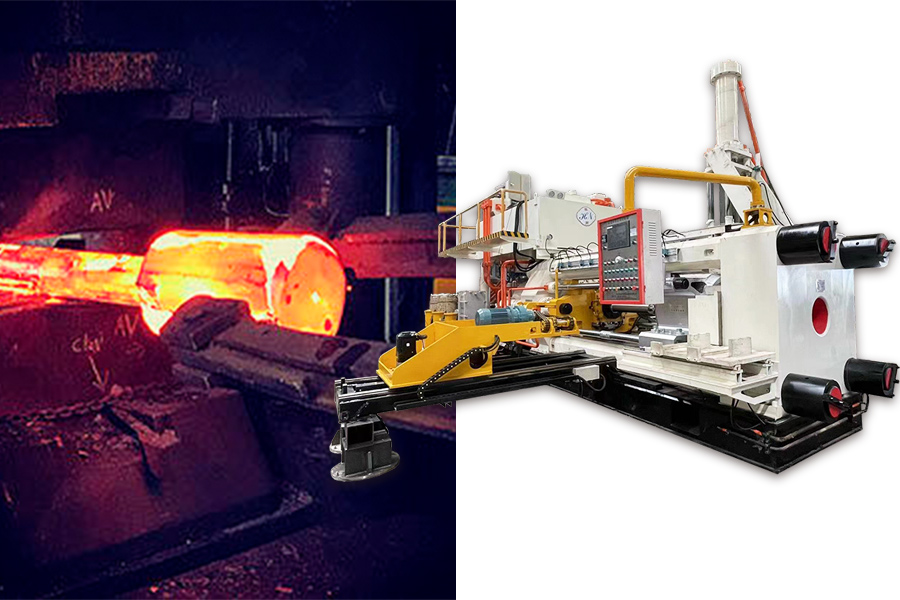
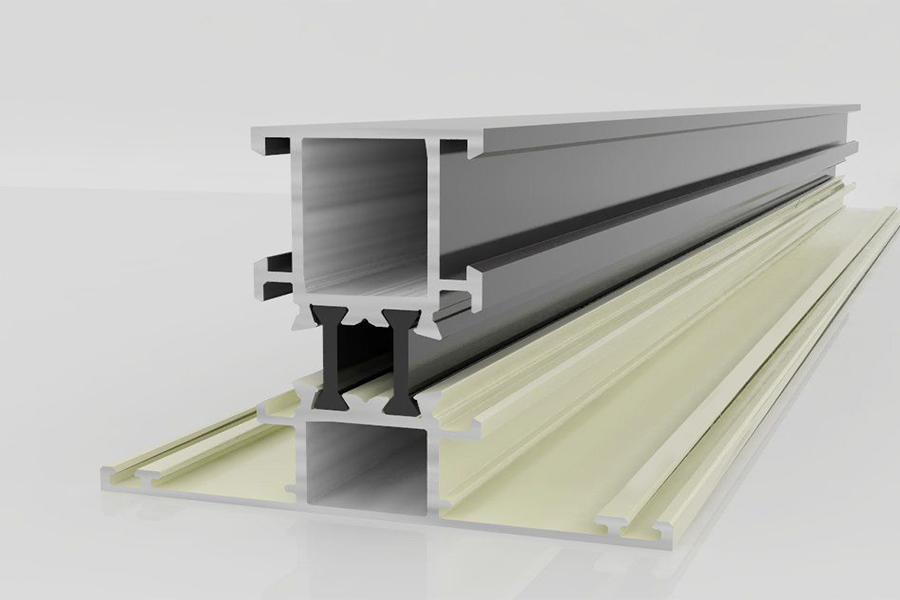
Bakır ekstrüzyon ve alüminyum ekstrüzyon arasındaki benzerlikler ve farklılıklarAlüminyum, günlük yaşamlarımızdaki en yaygın malzemelerden biridir ve çeşitli endüstrilerdeki esansiyel bir metaldir. Bununla birlikte, alüminuma ek olarak bakır, mükemmel elektrik ve termal iletkenliği, korozyon direnci ve diğer uygun özellikleri nedeniyle yaygın olarak kullanılan bir metaldir. Bakır, birçok endüstride geniş uygulamalara sahiptir, örneğin: Elektrik ve elektronik: teller, kablolar, transformatörler, motorlar ve elektronik bileşenler.İnşaat: Boru sistemleri, elektrik kabloları ve bakır iletkenler.Otomotiv: Elektrik sistemleri, radyatörler.Endüstriyel ekipman: Isı eşanjörleri, vanalar, pompalar, yataklar ve dişliler.Telekomünikasyon: Kablolar.Enerji: Güneş panelleri, jeneratörler.Sağlık Hizmetleri: Antibakteriyel özellikleri nedeniyle tıbbi cihazlar, cerrahi aletler, kapı kolları ve korkuluklar.Hem alüminyum hem de bakır, metal kütüklere basınç uygulandığı ekstrüzyon işlemleri yoluyla üretilir ve bunları istenen şekilleri oluşturmaya zorlar. Temel üretim süreci her iki malzeme için de benzer olsa da, bakır ve alüminyum özelliklerinde önemli ölçüde farklılık gösterir, bu da üretim yöntemlerini ve ekipmanlarını etkilemektedir. Üretim Süreci:Hem alüminyum hem de bakır ekstrüzyon işlemleri, daha kolay ekstrüzyon için plastisitelerini arttırmak için ısıtılan metal kütüklere hidrolik veya mekanik basınç uygulanmasını içerir. Ekstrüzyon silindirleri, kalıplar, ekstrüzyon çubukları ve ısıtma sistemleri dahil ekstrüzyon ekipmanı her iki metal için de benzerdir. Bununla birlikte, bakır ve alüminyum farklı özelliklere sahip olduğundan, sıcaklık ve basınç gibi spesifik üretim koşulları değişir. Alüminyum ve bakır arasındaki farklar: Alüminyum:Yoğunluk: düşükErime noktası: yaklaşık 660 ° CPlastisite: Yüksek, ekstrüde olmayı kolaylaştırırEkstrüzyon basıncı: nispeten düşük Bakır:Yoğunluk: YüksekErime noktası: yaklaşık 1085 ° CSertlik: Daha yüksek, ekstrüzyonu daha zor hale getirmeEkstrüzyon basıncı: sertliği nedeniyle daha yüksekBu farklılıklar nedeniyle, alüminyum ve bakır ekstrüzyon için gereken ısıtma sıcaklığı aynı değildir. Alüminyum için, ısıtma sıcaklığı tipik olarak 400 ° C ila 500 ° C arasında değişirken, bakır için, daha yüksek erime noktası nedeniyle genellikle daha yüksektir. Özelliklerdeki bu fark, alüminuma kıyasla daha yüksek ekstrüzyon basınçları gerektiren bakır ile sonuçlanır. Huanan ağır endüstrimizin alüminyum ekstrüderlere ek olarak bakır ekstrüder üretebilmesinin nedenlerinden biri de budur. Kalıplar:Kalıp malzemesi ekstrüzyon kalitesinin belirlenmesinde önemli bir rol oynar. Alüminyum ekstrüzyon Kalıplar genellikle yüksek mukavemetli çelikten yapılır ve dayanıklılık sunar. Bakır ekstrüzyon kalıpları ise daha yüksek aşınma ve ısı direncine sahip malzemeler gerektirerek alüminyum kalıplardan daha az dayanıklı hale getirir. Yağlama:Yağlayıcı seçimi de farklıdır. Alüminyum ekstrüzyon tipik olarak grafit veya yağ bazlı yağlayıcılar kullanırken, bakır ekstrüzyon daha yüksek ekstrüzyon basınçlarını yönetmek için cam yağlayıcılar gibi yüksek sıcaklıkta yağlayıcılar gerektirir. Soğutma:Ekstrüzyondan sonra soğutma yöntemleri değişir. Alüminyum daha hızlı soğur ve tipik olarak hava veya su kullanılarak soğutulurken, bakır çatlamayı önlemek için daha yavaş, daha yumuşak bir soğutma işlemi gerektirir. Tedavi sonrası:Alüminyum genellikle anodize edici veya püskürtme tedavilerine tabi tutulurken, bakır genellikle pürüzsüz bir yüzey elde etmek için elektroduplama veya parlatma yoluyla tedavi edilir. Üretim maliyeti:Benzer üretim süreçlerine rağmen, bakır ekstrüde etme maliyetleri, bakırın daha yüksek ekstrüzyon basınçları ve malzeme maliyetleri nedeniyle genellikle alüminyumdan daha yüksektir. Özet:Sonuç olarak, alüminyum ve bakır için ekstrüzyon işlemleri temelde benzer olsa da, malzeme özelliklerindeki farklılıklar ısıtma, ekstrüzyon basıncı, kalıp malzemeleri, yağlama, soğutma, tedavi sonrası ve maliyet için farklı gereksinimlere yol açar. Bakır ekstrüzyonu tipik olarak daha yüksek basınçlar, daha özel kalıplar ve daha karmaşık kullanım içerir, bu da alüminyum ekstrüzyona kıyasla daha yüksek üretim maliyetlerine neden olur.











 AĞ DESTEKLENİYOR
AĞ DESTEKLENİYOR
 Türk
Türk English
English فارسی
فارسی Español
Español عربي
عربي
